| +86-13603313279 |  | info@bendmachine.net |
| +86-13603313279 | | info@bendmachine.net |
电 话:+86-13603313279
传 真:+86-0311-89246907
邮 箱:info@bendmachine.net
网 址:www.bendmachine.net
地 址:石家庄市植物园街2号
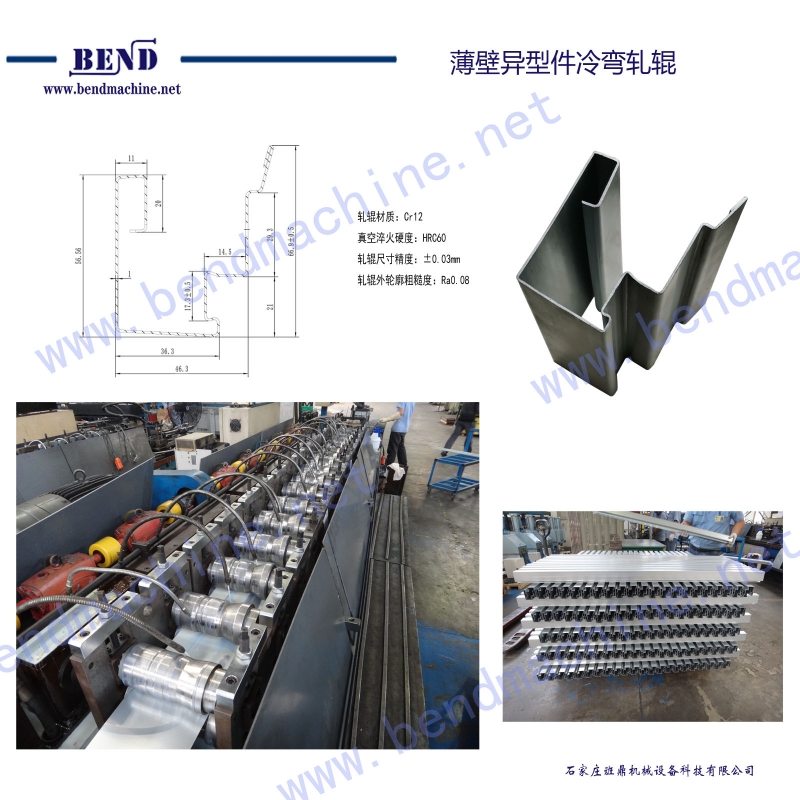
弯管的冷弯方法和质量要求

在制造弯管的过程中,主要是液压驱动,在一定程度上强而有力,其旋转角度及送料为伺服电机驱动,速度快、精度高,同时存储多组加工工序,可灵活切换,方便广泛的产品加工,大大提高了生产效率。
一般情况下,弯曲弯管将采用冷弯法。在工厂没有冷弯设备的情况下,允许进行热弯,但不使用水煤气管的热弯。20号钢管不适合中频弯曲。不锈钢弯管和合金钢管应进行冷弯,如果一定是热弯,不锈钢管加热应避免渗碳,硬化倾向较大的合金钢管不应浇水冷却。铜管冷弯前应进行局部退火处理。冷弯技术
使用弯管时,弯管的弯曲半径一般不小于管径的3倍。在管道布置相对紧凑的地方,在保证弯管质量的前提下,应采用弯管外径小于3倍、弯曲半径较小的弯管。弯管操作人员应熟悉弯管的结构、性能、操作程序和规则。
弯管内径和塞芯工作部位应涂上适量润滑油。对于芯棒端筒,应在芯棒末端切割,位置应超过与其垂直的模具线。
弯管在生产过程中的质量要求,一般情况下,油基弯管润滑产品不易清洗,环境污染将十分突出,企业将不得不使用更多的手段来消除它们,因为产品的质量受到油基弯管润滑产品的影响。
一般说来,在其传统油基润滑产品的应用过程中,企业的生产效率将受到很大的限制,主要是因为油基润滑产品的流动性和清洗难度大,对生产环境和工人的工作环境造成更大的污染。
 | +86-13603313279 | |
 | +86-0311-89246907 | |
 | info@bendmachine.net | |
 | 石家庄市新华区植物街2号 |