
| +86-13603313279 |  | info@bendmachine.net |
| +86-13603313279 | | info@bendmachine.net |
电 话:+86-13603313279
传 真:+86-0311-89246907
邮 箱:info@bendmachine.net
网 址:www.bendmachine.net
地 址:石家庄市植物园街2号

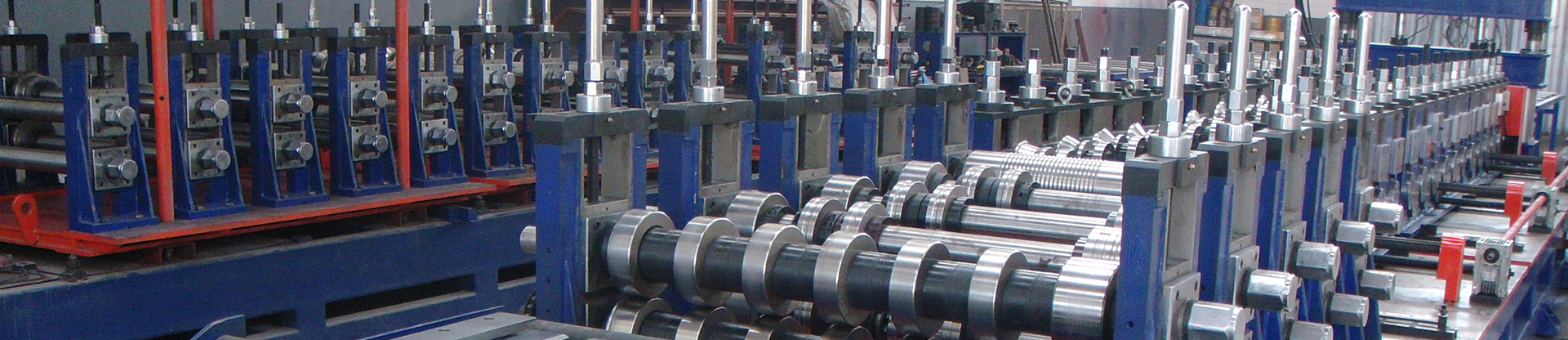
1.轧辊采用C12MoV 材料其具体的强度与硬度是矛盾的,主要是利用其耐磨性能,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。 2.全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。3.生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。4.轨道圆弧部位是滑轨核心部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护。不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生嘈音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。

在通过冷弯型精密冷弯性能卓越钢设备进行折弯操作时还要注意,在加工的过程中不要给模具造成较大的负担,很多工作人员可能会因为方法不当或者是经验不足,在加工期间会产生较大的压力,这样模具就会因为受到压力的作用而出现裂纹或者是断裂,并直接影响到生产工作的进展情况,所以在使用设备精密冷弯性能卓越进行加工的过程中,力道的掌握是十分重要的。

(1)将工字钢冷弯机定放到一个基准面上进行校正,必须保持地面水平。千斤顶最大行程不能超过限位红线。如果千斤顶到位后半径未到,可在千斤顶前端加上一定厚度铁板;四对平轴必须与工件压平不能过紧。(2)工字钢必须在水平的工作台上(带有滚动的工作台)工作。在弯曲加力过程中两主轴必须来回运作,到位后固定好尺寸,工字钢一根焊接一根操作就好。(3)工字钢冷弯机使用前必须加油(减速机加30#机油,10公斤;油箱加46#液压油,50公斤,每月要更换新油)。(4)工字钢冷弯机电源连接是否符合标准—配电柜内12A倒顺开关连接两台3KW电机,8A连接0.75KW千斤顶。(5)工字钢冷弯机电控箱、电液阀、行程开关等电器一定要保持清洁干燥,不得淋水。经常检查以上各部件的导线外套不得有破损,防止漏电。搬运机器时,不要有大的颠簸,不得随意敲打机器的各部件。

冷弯型钢是众多钢材品种中的一种,一定宽度的带钢,在常温条件下经过一组纵向排列的轧辊,逐步变形,达到符合使用要求的形状尺寸,再经确定尺寸剪切成相应的长度。冷弯成型工艺加工生产的型钢产品截面形状可以根据需要设计,而且可以生产多种壁厚均匀、截面形状复杂的各种型材和各种不同材质的冷弯型钢。冷弯成型工艺产品表面光洁,外观好,尺寸精确,而且长度也可以根据需要灵活调整。冷弯成型过程中坯料的长度无限制,而且冷弯成型过程中,成型辊只与坯料局部接触。
 | +86-13603313279 | |
 | +86-0311-89246907 | |
 | info@bendmachine.net | |
 | 石家庄市新华区植物街2号 |

