
| +86-13603313279 |  | info@bendmachine.net |
| +86-13603313279 | | info@bendmachine.net |
电 话:+86-13603313279
传 真:+86-0311-89246907
邮 箱:info@bendmachine.net
网 址:www.bendmachine.net
地 址:石家庄市植物园街2号

有的加工单位在通过冷弯设备进行生产期间,容易出现材料变形的问题,而这样的情况一定会对整体加工流程造成影响,也会为厂家带来一定的损失,所以在使用设备时,一定要避免这种情况发生,有在进行工艺操作期间,无法保证参数的精准度,这些都可能引起此类加工问题,所以在没有投入生产之前,需要做好准备工作,并找专业人员完成加工流程。

1.检查液压冷弯机的、开关。、润滑油、各个部件是否正常,设备是否放置平稳。2.除了操作师傅以外禁止他人进入设备工作区,以防发生危险事故。3.操作时应为型钢再两个滚动轮内,所以一定要注意调整在一个水平上以防钢材在制作时受力不均达不到理想弯度。4.操作油泵按钮操纵向杆让千斤顶压在钢材上然后就可以观察千斤顶的标度,小心的操作机器,操作结束后可以先测试型钢的弯曲度,如果不符合可再操作操控杆进行操作。达到理想弯度后松开千斤顶取下型钢。注意:施工人员一定要穿配好防护装备,以防受伤。加工好的型钢放置平稳切断设备电源,保养冷弯机

通过冷弯设备制作产品期间,经常会发生这样的问题,在将原材料放入到设备中进行加工的过程中,材料会开始发生滚动,这样在对材料进行加工期间就会不停晃动,材料无法平稳的放置在设备中进行加工操作,所以才最材料施加压力的过程中就会出现偏差,有些材料的表面会比较平整,而有的材料就无法达到加工要求,所以为了表面这样的情况发生。

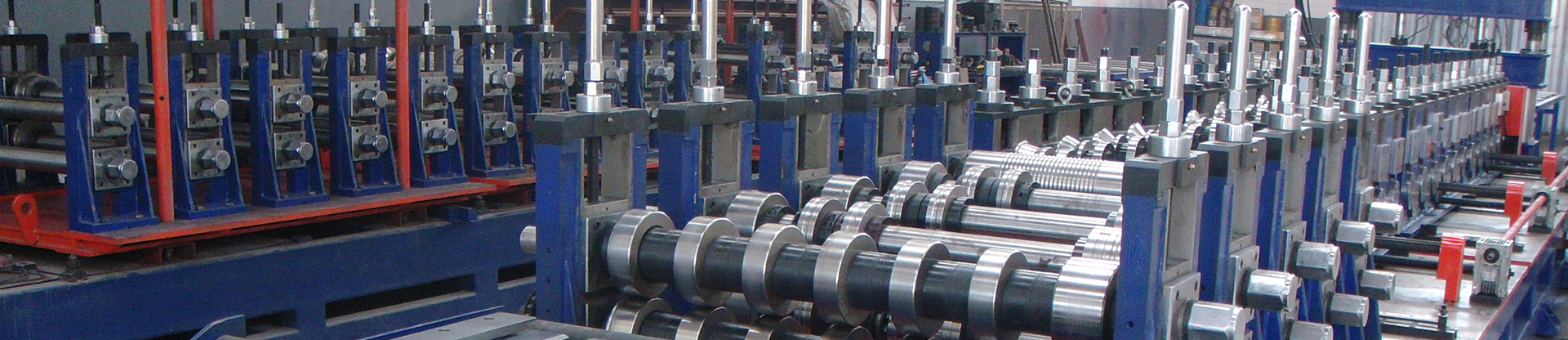
1.轧辊采用C12MoV 材料其具体的强度与硬度是矛盾的,主要是利用其耐磨性能,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。 南通精密型材2.全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。3.生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。4.轨道圆弧部位是滑轨核心部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护。精密型材性能卓越不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生嘈音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。

使用冷弯型钢设备完成型钢材料的加工制作流程可以为厂家带来更多好处,因为使用这种设备可以降低材料的应用率,通过传统设备来制作型钢时,这个时候就需要更换轧辊等装置,在这个过程中也会浪费很多资源。但是这种设备在工作期间就不会有这样的问题出现,如果需要进行其他材料的加工,不需要更换轧辊就可以顺利完成加工流程,能够节省更多的原料。

为保证工作顺利,在开始工作前一定要把工字钢冷弯机调试好。(1)检查工字钢冷弯机电源是否正常。(2)检查工字钢冷弯机电机和油泵,是否正转。(3)将工字钢冷弯机压力表开关打开,溢流阀调压手轮松开。(4)点工字钢冷弯机动电机,检查旋转方向是否正确。(5)检查电液阀和点进,点退开关“通”“断”是否正常。(6)一切准备工作无误后,起动工字钢冷弯机电机,将油压调至10 Mpa,试运三分钟左右,如果运转正常,准备正式工作。
 | +86-13603313279 | |
 | +86-0311-89246907 | |
 | info@bendmachine.net | |
 | 石家庄市新华区植物街2号 |

