
| +86-13603313279 |  | info@bendmachine.net |
| +86-13603313279 | | info@bendmachine.net |
电 话:+86-13603313279
传 真:+86-0311-89246907
邮 箱:info@bendmachine.net
网 址:www.bendmachine.net
地 址:石家庄市植物园街2号

近年来,国内冷弯行业的技术装备水平不断提高,各企业结合自身工厂的情况,通过自主研发或引进国外先进的设备,使自己的设备水平不断上升,生产工艺不断改进,技术能力不断提高,促使一批高速轧机发展起来,规模化、效益化、集约化正在逐步开展,进而实现了高效率生产高质量产品的目标。荆门冷弯换型注: 当前冷弯型钢占钢材总量1.8% ,5年后占2.2% ,年均增长率13 。国内冷弯行业的巨大发展,迫切要求对冷弯型钢基础理论加强研究,以适应生产实践的不断发展,并为生产实践提供理论指导。冷弯换型性能卓越在此形势下,国内部分企业纷纷集中企业优势资源,着手组建自己的科研平台,利用自身的经验积累,重点加强冷弯成型理论研究和异型复杂断面型钢的研发等,以求在激烈的市场竞争中取得领先优势。

通过冷弯设备制作产品期间,经常会发生这样的问题,在将原材料放入到设备中进行加工的过程中,材料会开始发生滚动,这样在对材料进行加工期间就会不停晃动,材料无法平稳的放置在设备中进行加工操作,所以才最材料施加压力的过程中就会出现偏差,有些材料的表面会比较平整,而有的材料就无法达到加工要求,所以为了表面这样的情况发生。

1.轧辊采用C12MoV 材料其具体的强度与硬度是矛盾的,主要是利用其耐磨性能,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。 2.全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。3.生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。4.轨道圆弧部位是滑轨核心部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护。不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生嘈音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。

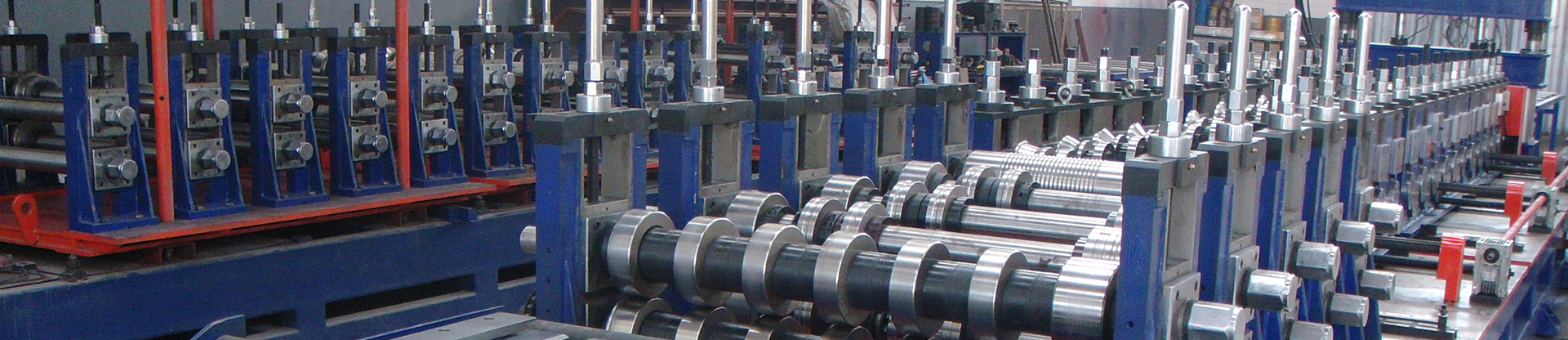
冷弯成型机

序号故障现象故障疑点处理方法1电机不转线路不通线断,保险丝烧损2油压系统无压力或压力上不去1、齿轮泵旋转方向不对换向2、油泵损坏换油泵或修复3、溢流阀堵塞或磨损修复或换新阀4、液压油变质或污染换新油或将油过滤5、压力表损坏换压力表3电机过热电压太低检查电源线路找出原因电机定子潮湿修电机4工作缸有缓冲缸内有空气来回工作几次5换向机构失灵1、电液阀或点动开关损坏修理或换新的2、电液阀或行程开关线路不通检查线路并修复3、电磁换向阀堵塞用汽油清洗
 | +86-13603313279 | |
 | +86-0311-89246907 | |
 | info@bendmachine.net | |
 | 石家庄市新华区植物街2号 |

