
| +86-13603313279 |  | info@bendmachine.net |
| +86-13603313279 | | info@bendmachine.net |
电 话:+86-13603313279
传 真:+86-0311-89246907
邮 箱:info@bendmachine.net
网 址:www.bendmachine.net
地 址:石家庄市植物园街2号

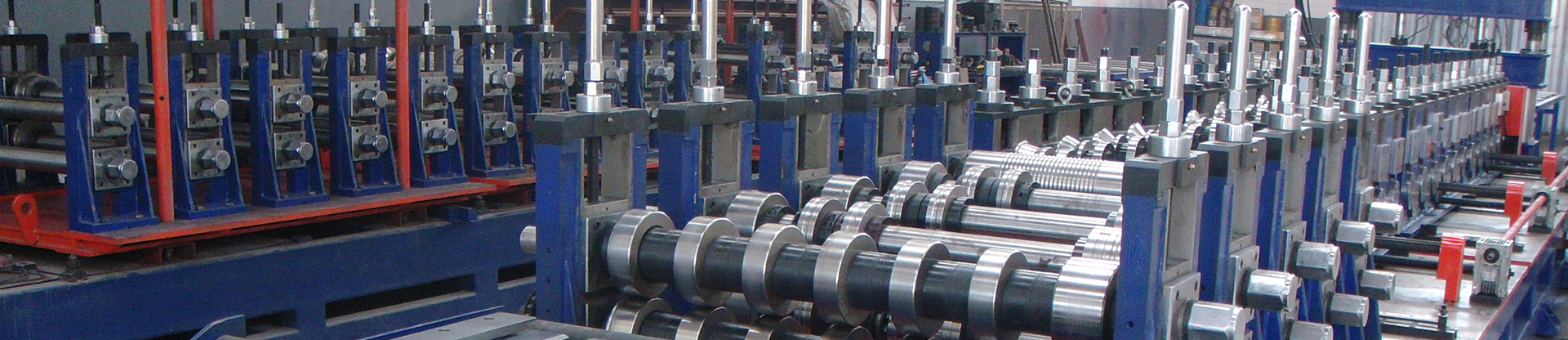
1.轧辊采用C12MoV 材料其具体的强度与硬度是矛盾的,主要是利用其耐磨性能,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。 2.全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。3.生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。4.轨道圆弧部位是滑轨核心部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护。不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生嘈音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。

液压冷弯供机由两套主电机及减速器组,自动滚轮。被迫滚轮及油泵电机,齿轮泵,溢流阀,电磁转向阀作业没缸组成的液压作业站等部件组成。将工字钢放在冷弯机上,与减速带动的滚轮触摸后,将压紧手柄进给锁紧,发动电机油泵组,由电动油泵输出的高压溢流阀(可调整一切压力),进入集成块到电缆阀,有电液阀和动点开关(点进,点退)操控油缸作业,作业油缸推动,将工字钢与三个支撑游轮压紧并为发作曲折变形是时开端核算。油缸推动的长度进程为10mm-15mm,开主电机带动工字钢作业,重复操作,到达所需停止。

(1)将工字钢冷弯机定放到一个基准面上进行校正,必须保持地面水平。千斤顶最大行程不能超过限位红线。如果千斤顶到位后半径未到,可在千斤顶前端加上一定厚度铁板;四对平轴必须与工件压平不能过紧。(2)工字钢必须在水平的工作台上(带有滚动的工作台)工作。在弯曲加力过程中两主轴必须来回运作,到位后固定好尺寸,工字钢一根焊接一根操作就好。(3)工字钢冷弯机使用前必须加油(减速机加30#机油,10公斤;油箱加46#液压油,50公斤,每月要更换新油)。(4)工字钢冷弯机电源连接是否符合标准—配电柜内12A倒顺开关连接两台3KW电机,8A连接0.75KW千斤顶。(5)工字钢冷弯机电控箱、电液阀、行程开关等电器一定要保持清洁干燥,不得淋水。经常检查以上各部件的导线外套不得有破损,防止漏电。搬运机器时,不要有大的颠簸,不得随意敲打机器的各部件。

一般来讲,冷弯就是用冷弯机弯的,不加热;而热弯需要加热,所以其中就只有一个区别:冷弯有应力热弯没有。那么什么叫做应力呢?当材料在外力效果下不能进行位移时,它的几何形状和尺度将发生改变,这种形变就称为应变。材料进行形变时内部产生了大小相等但方向相反的反效果力反抗外力.把散布内力在一点的集度称为应力,应力与微面积的乘积即微内力或物体因为外因(受力、湿度改变等)而变形时,在物体内各部分之间发作相互效果的内力,以反抗这种外因的效果,并力求使物体从变形后的方位回复到变形前的方位。对于钢材来说即其抗弯强度,大家习惯成为最小弯曲半径,例250工字钢最小弯曲半径为2m。

(1)工字钢冷弯机三个顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材的时候容易变形。山西焊管设备(2)工字钢冷弯机油缸的直径和行程:直径和行程决定了压力的大小和弯曲半径的可调性。(3)工字钢冷弯机台体钢板厚度和骨架的质量:决定着弯大型钢材时是否变形。(4)工字钢冷弯机电机的功率和减速机的质量。(5)工字钢冷弯机厂家的生产规模和服务。须知事项1:所弯的钢材的类型、型号、材质 ;须知事项2:所弯曲的半径:要弄清楚所弯曲的半径是否符合钢材的冷弯系数。焊管设备性能卓越每种钢材都有自己的冷弯系数,如果超出了它的冷弯系数,钢材就会变形,钢材内部组织结构也会改变,随之钢材的质量也降低了。

(1)把工字钢放在冷弯机龙门架上上,与减速机带动的滚轮接触,将压紧手柄进行加紧,由电机直接驱动齿轮油泵,油泵输出压力油经溢流阀(可调整需要压力)进入聚成块到电液阀,由电液阀和(点进、点退)开关控制油缸工作,工作缸顶出与工字钢接触时(顶轮、2个滚轮都必须与工字钢接触)开始计算,每次顶进10mm——15mm,开主电机正转或反转,由主电机带动工字钢工作,反复操作,达到所需为止。(2)工字钢冷弯机弯曲系统:主动滚轮,被动滚轮采用特殊材料,经整体热处理,减少游轮磨损,对工件无划伤,使用寿命更长。(3)工字钢冷弯机液压系统采用先进液压元件,及其独特的液压系统设计,增加了顶出反弹装置,使得顶出能有力,延长使用寿命,无需经常维修。
 | +86-13603313279 | |
 | +86-0311-89246907 | |
 | info@bendmachine.net | |
 | 石家庄市新华区植物街2号 |

